

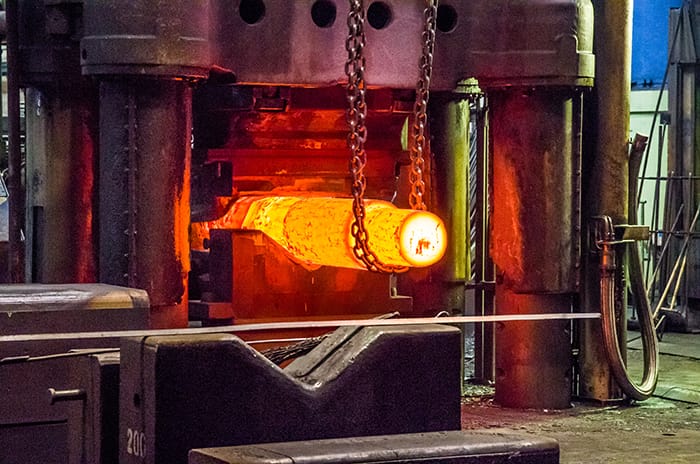
Hot Forging is a metallurgical process by which metal is shaped and manufactured using heat and compressive forces. The excessive force by which the metal is hammered means the grain structure of the metal remains intact. In general, the steel is heated above its recrystallisation temperature, and it is shaped in a set of dies which take the form of the final product. By compacting the structure in this way, the forging process not only allows the metal to retain its strength, but also enhance its physical properties, by eliminating defects and porosity in the forged product.
History of Forging
Forging has been a crucial technique of metal manufacturing since the age of the Mesopotamians in the fertile crescent between Tigris and Euphrates. They would use iron and bronze in the forging process to produce tools, weapons, and jewellery; however, the first recorded metal forged was gold. The metal was heated in fire, and a rock was used as a forging hammer.
Through the development of wrought iron forging came the forge-smiths in the 19th century, and by the time of the industrial revolution, the forging industry had developed more efficient methods and processes, machinery, and materials, allowing it to be more efficient and durable. Now, with forging presses and hammering tools powered mostly by electricity, compressed air and hydraulics, the forging industry remains one of the most innovative and significant developments in human history.
Types of Forging
There are two main types of forging – hot and cold.
Hot Forging
Hot forging requires the metal to be heated above its recrystallisation temperature. As forging is the process of manipulating metal rather than melting it, this process requires applying a specific heat to maintain the metallic bonds. One of the benefits of hot forging is the reduction in energy required to shape the metal, as excessive heat decreases strength and improves malleability. Another benefit is the elimination of chemical inconsistencies.
Cold Forging
Cold forging refers to a process of forging at room temperature. This process is limited in its materials due to the fact that many metals simply can’t be ductile unless it is heated above the recrystallisation temperature. However, with metals that can undergo this process, cold forging benefits include an increase in dimensional control, surface finish, uniformity and consistency. Cold forging consists of many techniques such as bending, extruding, cold heading, but overall requires more power and higher operational demands.
Forging Process
Many specific forging processes exist beyond the categorization of the hot and cold method. This can be divided into three main groups:
Draw forging:
Draw forging is the process of pulling and manipulating a metal by stretching the initial shape until the desired width and length is produced. This generally results in a decreased cross-section and an increase in length of the forged product. This process is sometimes used as a pre-forming operation for a press or hammer forging.
Upset forging:
This process entails gathering of volume at one end, such as a bolt head, which results in an increase in cross-section and a decrease in length of the final product. This process can lead to completion of the final product or as a pre-forming operation for a final press or hammer operation.
These processes can then be subdivided into many different specific types of forging:
Open die forging:
Open die forging consists of flat dies that have no precut profiles. The open design allows the metal to flow freely around the section in which the die touches. It is useful for products that are short-run and for ingots that will require multiple shaping methods.
Closed die forging:
Closed die forging is also known as impression die forging and employs the use of die cavities, usually part of a forging press or hammer, leaving a predetermined shape to take form. Complex geometries often require multiple strikes or die cavities. Specifications for tools can be costly for short-run projects and products; however, they can prove to be beneficial for manufacturers and those requiring ongoing production. It also allows malleable control over the metals better than most other methods, allowing a shape to be formed with high precision.
Hydraulic Press forging:
Press forging requires compression in order to manipulate shape and size. The metal sits on a die while a second die is lowered, causing the metal to compress. The contact with the die is substantially longer than other processes of forming, but this process is beneficial as it can simultaneously deform an entire product rather than a section. Another benefit is the capacity to monitor and control the compression rate, thus resulting in a consistently precise product.
Roll forging:
Roll forging is used for increasing rods or wires in length. As the name suggests, the metal is placed between two cylindrical rolls and rotated with a specific application of pressure to shape the metal and roll it to the desired length. The main benefit of roll forging is increasing the uniformity of the overall grain structure and distributing the metal where required.
At Greg Sewell Forging, we have over 40 years’ experience working with forged metals, and our team of engineers and manufacturers are constantly working to improve and manufacture the highest quality forged products. Greg Sewell has the greatest production capacity of any steel forge plant in the southern hemisphere.
If you need forged components or advice from some of the industries’ premiere experts, get in touch today. Contact Greg Sewell Forgings to learn more about our Australian fabrication and component manufacturing capabilities. Call +61 3 8301 1500, or email sales@gsforgings.com
Read about: Forging Inspection & Testing Service


{kind=link}